QUALITY PERFORMANCES
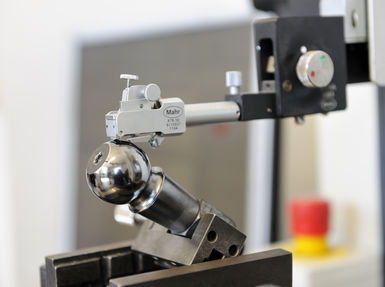
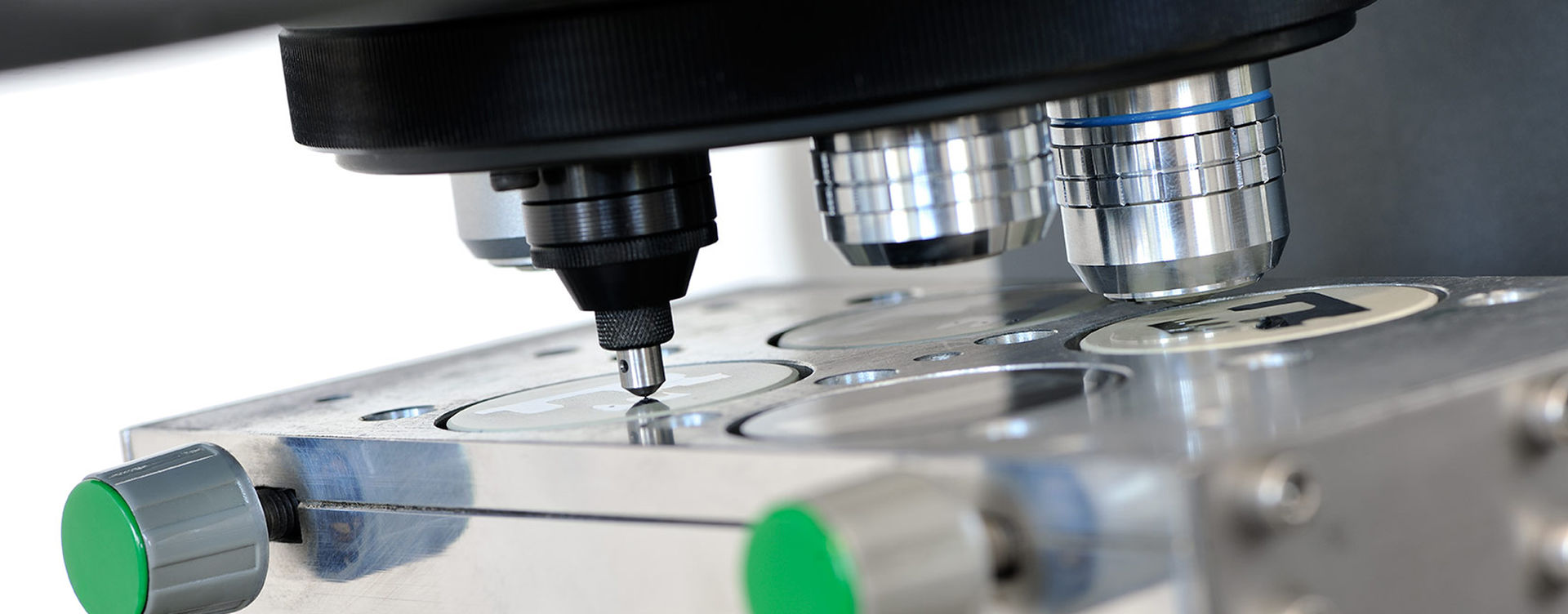
The most important requirement of the Hanomag Heat Treatment Group is a consistently high product quality. To ensure this, each of our sites has its own fully equipped material testing laboratory. Following heat treatment, all orders are tested by our qualified personnel for compliance with the prescribed specifications.