STEEL HEAT TREATMENT
Today, steel is the most important material for many industries and economic sectors On a basic level, all steel consists mainly of iron. What makes the individual steels so special are the other substances that are added, the so-called alloy elements. The most significant alloy element is carbon. Steel with a carbon content of 0.1 % is almost impossible to harden and yet with a carbon content of 0.7 % the maximum possible hardness can be attained. By adding other alloy elements such as chromium, nickel, tungsten, etc., the mechanical characteristics and corrosion resistance of the material can be further improved. But it is not enough to just select the right steel to meet the desired properties of a construction part. The required characteristics for the component can only be achieved by a heat treatment appropriate for the type of steel.
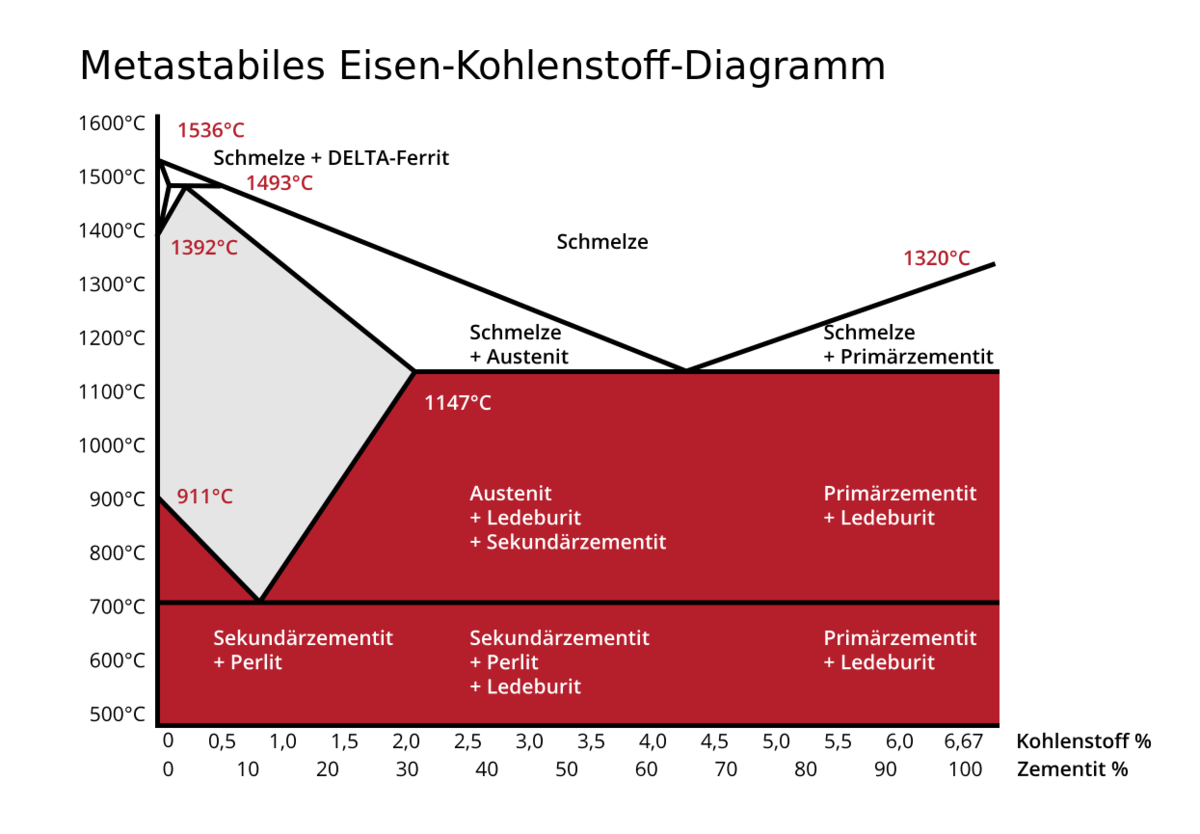
A prerequisite for understanding any heat treatment is knowledge of the iron-carbon diagram. With the aid of the iron-carbon diagram, it becomes clear in which state a low-alloy or non-alloyed steel with a known carbon content is at a certain temperature, and what microstructure can be expected for a given temperature profile. But see for yourself:
Iron - Carbon - Diagram
Hardening is an apparently simple process for the layman, but unfortunately the processes during hardening are not simple. To help understanding: In one single hardening process, more atoms start moving and change their places in the component than during a day in an active nuclear reactor.
In this context it is clear that hardening or heat treatment is a highly complex process that must be optimally controlled and monitored by experienced experts. This is the only way for your components to be optimised and attain the desired properties.
Since the refinement of the components by heat treatment is not immediately visible, and it is only possible to recognise what we have done with your component under the microscope, hardening is a matter of trust. Your components are in safe hands with us.